日期:2022-04-21
注塑机是制造业不可或缺的重要工业母机之一,是橡塑成型制品行业应用广泛、数量至多的塑料成型制造设备。随着工业制造技术的进步和各类改性塑料的应用,注塑机的发展更趋向于机电一体化和数字化演变,注塑机装备的技术也越来越先进,整机结构更趋向功能模块化的设计。未来,随着数字化信息技术的应用,注塑机将进一步向智能化、智慧化的注塑机器人进化。
作为注塑成型行业的技术人员,掌握一些基础常见的注塑机故障和解决办法,将更有利于提升机台的OEE效率,大幅提升注塑生产的营收水平。下面,将按注塑机的主要功能模块来解读注塑机的常见故障以及日常的维护解决办法。
要想掌握注塑机的日常故障维护和解决办法,首先要清楚地了解注塑机的工作原理,如电气原理、液压原理和机械原理。其次要善于解剖“注塑机”,即按以下4大部分来对注塑机的功用和工作原理进行故障分析,具体来说就是要通过“望、闻、问、切”来诊断塑机故障,弄清楚是属于电器、液压或者机械、电机哪一个方面的故障?
一、注塑机的功能模块结构

从上图可以看出,注塑机通常由4大系统组成:
1、工控及伺服系统,即具有人机界面的注塑机主控电脑+伺服控制驱动器+伺服电机+油泵组成+传感器系统组成。这部分可称之为注塑机的大脑部分,如果将其物联连接上云,则可通过边缘计算和人工智能大数据的应用,进一步将注塑机升级为注塑机器人。
注塑机的操作员可通过在本系统操作界面(触控屏或远程控制端)进行参数设置,可对注塑机各系统执行机构的运行实施控制和反馈,来得到工厂所需要生产的塑制品。
2、干燥混料系统,即成型原料的入口,包括干燥筒和送料筒及相关的传感器。操作员将所要成型的多种塑料原料颗粒和添加剂加入料筒,在料筒中充分干燥和混合后,送入高温混炼料筒。
3、混炼注射系统包括混炼料筒、数百度的高温加热器、混炼螺杆、注塑射嘴及相关的传感器。塑料混合颗粒在此进行三段混炼:混和段、输送段和熔融段后,以合适的温度和压力射入模具型腔中。
4、模塑成型系统主要是模具及锁模机构,模具es负责塑料制品的成型,锁模机构负责合模、脱模以及成型件的分离。此系统也是关系到成型制品质量的最关键结构,如模具的设计和制造质量、锁模力以及模具的冷却(模温机)和保压参数的设置,都直接影响塑料制品的成型。今天随着模具制造工艺的跃升,成型制品的精度越来越高,模内热切技术也更多地应用到了精密注塑件的成型加工中,如手机件、医疗件、精密电子件等。
下图,可让你进一步清晰了解注塑机的生产制造原理:

二、注塑机的常见故障现象和维护解决办法
一)、工控电脑系统常见故障和解决办法
此类故障通常出现在伺服传感和伺服驱动编程器上(出现各种报错信息)。如下图所示


象上图这种出现多时次、多项报警时,基本可判断是伺服系统或主控电脑问题,此时需要更换伺服驱动器或电脑。但当出现某一伺服报警故障时,除了要检测伺服控制驱动板外、还要检查与报警相关项的传感器,并调试检查主控电脑是否正常来逐一排查解决。
当然,人工界面的主控电脑还可能出现另两种常见故障:
一是软故障,即因操作员的操作和参数设置不当、造成的注塑成型质量问题或机器损坏(极少)。这类故障是注塑成型中最常见、占比高达70%的操作故障,尤其是在更换注塑的新品种涉及换模、调参时。解决这类故障,只能通过不断地提升注塑机操作人员的技术水平,或聘请外部注塑专家来解决。关于如何正确调模调机的技术方法,以后我们已将一一探讨,敬请留意。
二是电脑本身的硬故障,这类故障出现即无法操作,需要更换或维修电脑版、操控屏等。当更换主控电脑时,建议选用主流、具有先进技术水平的注塑机电脑品牌如弘讯等,以求一劳永逸地升级注塑机的精密加工能力。
另外,此系统中的电机和油泵组成的油压液压系统,也会经常出现以下各种故障:
1、油泵马达及油泵启动,但不起压力。故障原因和解决办法:
A,油泵上比例阀接线松断或线圈烧毁——检查比例压力阀是否通电
B,杂质堵塞油泵上比例压力阀油口——拆下比例压力阀清除杂质。
C,压力油不洁,杂物积聚于滤油器表面,妨碍压力油进入泵——清洗滤油器,更换压力器。
D,油泵内部漏油,原因使用过久,内部损耗或压力油不洁而造成损坏——修理或更换油泵。
E,油唧桶,油喉及接头漏油——消除泄露地方。
F,油制卡死——检查油制阀芯是否活动正常。
2、电机不运转
A、电气动力电源保险丝烧断,更换保险丝;
B、启动按钮接头不良,更换或拧紧;
C、过荷继电器跳闸,更换;
D、主电路故障,断电器坏,更换。
E、嗡嗡声和不回转,缺相,查供电电源。此外也还有可能是:总压阀故障;放大板故障;电机、油泵连接法兰故障;伺服阀电磁线圈胶落;此时相应检修对应部件即可。
一般来说,电机故障是比较严重的故障,如果检修了3个以上部分都不能修复,建议直接更换电机。因此此时意味着电机已到疲劳报损阶段,如果工作技术人员的电机维修技术不过硬的话,勉强使用会导致更大问题出现。
3、油液压系统产生高热、油泵发生异常
A、吸入侧吸入空气或其它油污杂物;修理吸入侧各接头。
B、滤油器阻塞;清洗过滤网。
C、泵浦内有磨损;检修油泵。
D、油位太低,加足油。
E、油泵损坏,内部零件在高速转动时磨损产生高热。
F、压力调节不适当,液压系统长期处于高压状态而过热。
G、油压元件内漏,例如方向阀损坏或密封圈损坏令高压油流经细小空间时产生热量。
与伺服电机同理,如油泵同时出现太多问题仍不能解决时,建议直接更换方向阀、压力阀关联附件产生噪音 问题,也建议直接更换即可,此类元件并不昂贵,而且更换可避免出现新问题。
二)、干燥和混料系统故障。
塑料颗粒干燥不好含水分大,会严重影响注塑成型质量;颗粒与各类填充料(如阻燃剂和滑石粉等)混料不均匀,则会直接影响制品的性能。具体导致如:
1、螺杆混色不均匀、注塑难成型、不送料;
2、螺杆料筒或各注射件出现黑胶点黏附、积碳;
3、注塑件出现黑点或混色;
4、塑件出现水纹、气泡等等;
当塑料原料含水量大时,还会对成型螺杆、料筒等关键成型部件造成腐蚀损坏。
三)、混炼注射系统故障现象及解决办法。
混炼注射是塑料原料在料筒中充分混合、熔融直至射出成型的过程,物料的熔融状态直接影响成型质量和效率,主要受到加热器温度、螺杆设计及运转压力、射嘴设计及相关传感和压力器件的影响。常见故障有:
1、不预塑或预塑过慢
A、预塑终止行程开关已闭合,拨开行程开关的撞块,
B、单向节流阀关死
C、料温过低,加高料温
D、预塑电磁阀卡死,拆下清洗
E、预塑压力太低,调高预塑压力
F、螺杆内进入异物卡死螺杆。拆卸螺杆清洗,料筒清洗
G、液压或伺服马达坏,轴承卡死
2、预塑时螺杆转动,但不进料
A、背压压力过高
B、加料口出冷却水不足,加料口内物料“架桥”;调整水量,取出粘结构的塑料块
C、缺料,加料
D、螺杆断 、背压调得太高、调低背压
3、不注射或速度慢
A、注射压力低,速度太慢:调高注射压力,调快注射速度
B、塑料加热温度底:升高温度
C、喷嘴堵塞,拆下加热清洗
D、注射时间太短
E、注射电磁阀卡死
F、注射电磁阀不得电。检查电气原因
4、熔胶筒温度不能控制
A,温度无法控制,检查电热接触器的触点是否黏死,热电偶的电线是否松脱或损坏。
B,温度无法上升,检查电箱内的电热空气开关是否调闸,接触器,继电器是否吸合,有电压,保险是否烧坏,发热圈是否烧坏。
C,温度表是否损坏。
5、不射胶
A,射胶电磁制的线圈可能已烧,或有外物进入方向阀内,卡着阀芯移动——清洗或更换射胶制阀。
B,压力过低——调高射胶压力。
C,注塑进的温度过低——调整温度表以升高温度至要求点,如调整温度表仍不能把温度升高,检查电热筒及保险丝是否烧坏或松断,如已坏断,及时换新。
D,射胶组合开阀制接线松断或接触不良——将组合开关线头接驳妥当。
六,溶胶螺丝转动,但胶料不进入料筒内
A,溶胶后退压力过高,背压阀损毁或调整不当——调整或更换溶胶背压阀。
B,运水不足,以至温度过高,令胶粒进入螺丝时受阻——调整运水量,取出已粘接胶块。看运水圈是否堵塞或未冷却水。
C,落斗内无料——加料。
D,熔胶筒温度是否太高。
七,射台不移动
A,射台移动限位行程开关被调整撞块压合——调整。
B,射台移动电磁阀的线圈可能已烧或有外物进入方向阀内卡着阀芯移动——清洗或更换电磁阀。
C,检查射台的前进的速度,压力是否调校不当。
D,检查1/0板,方向阀输出的电压(DC+24V)是否正常,如不正常,检查对应输出的三极管或继电器等是否损坏。
E,按射台键,检查电脑显示屏是否显示射台前信号,或其它信号和警报。
F,检查压力表是否有动作。
通常注塑生产过程中,塑胶注射这一关键节点产生的问题至多,而且很多时候并不是设备的故障问题,而是生产工艺和操作调参问题导致,所以这时候更应该多调试多检查。以下列出部分射胶工艺缺陷供参考。
因篇幅问题,下一篇将探讨注射工艺问题以及第四大系统-模塑成型系统的常见问题及解决办法。
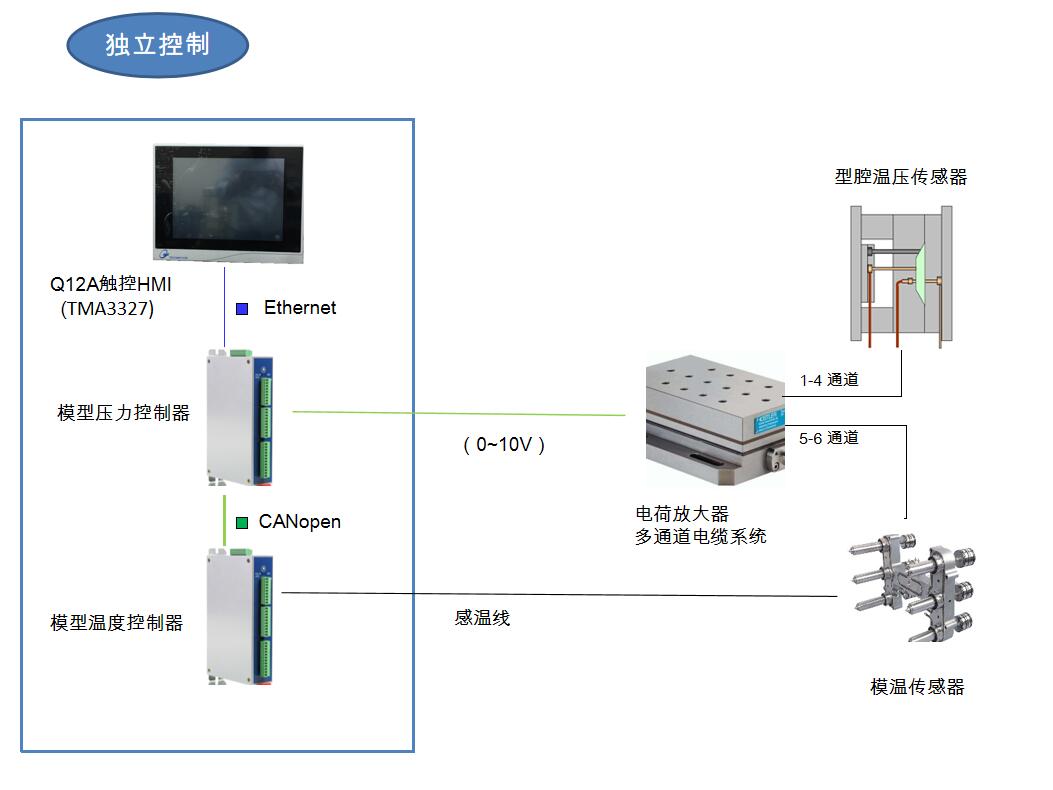
机电帮采用弘讯电脑的注塑机模腔内压成型系统,将有助于减少成型问题、提升注塑精度和效率。